




















































面料工厂Fabric Factory01
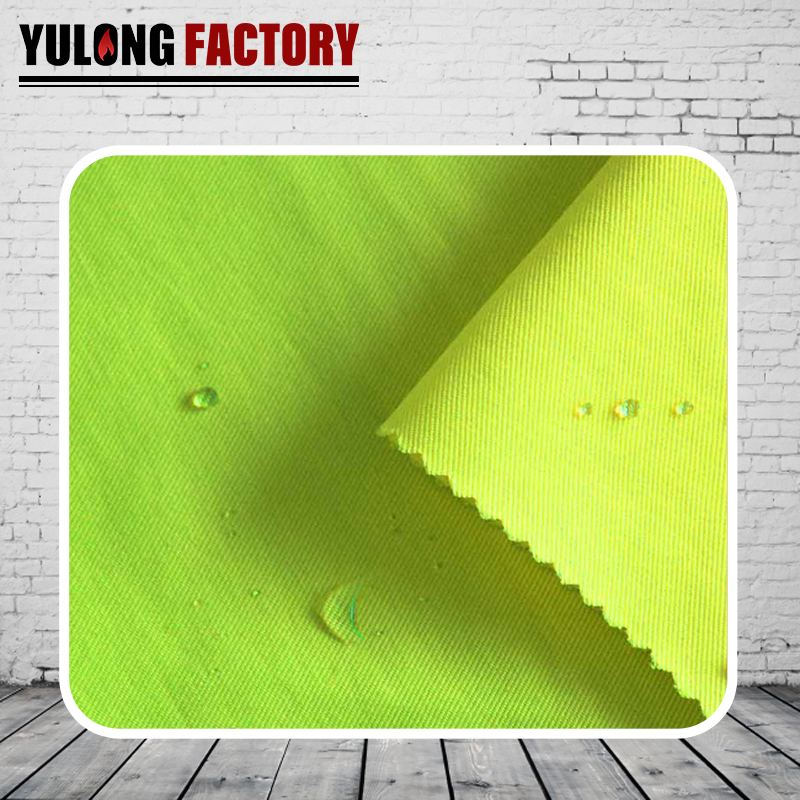
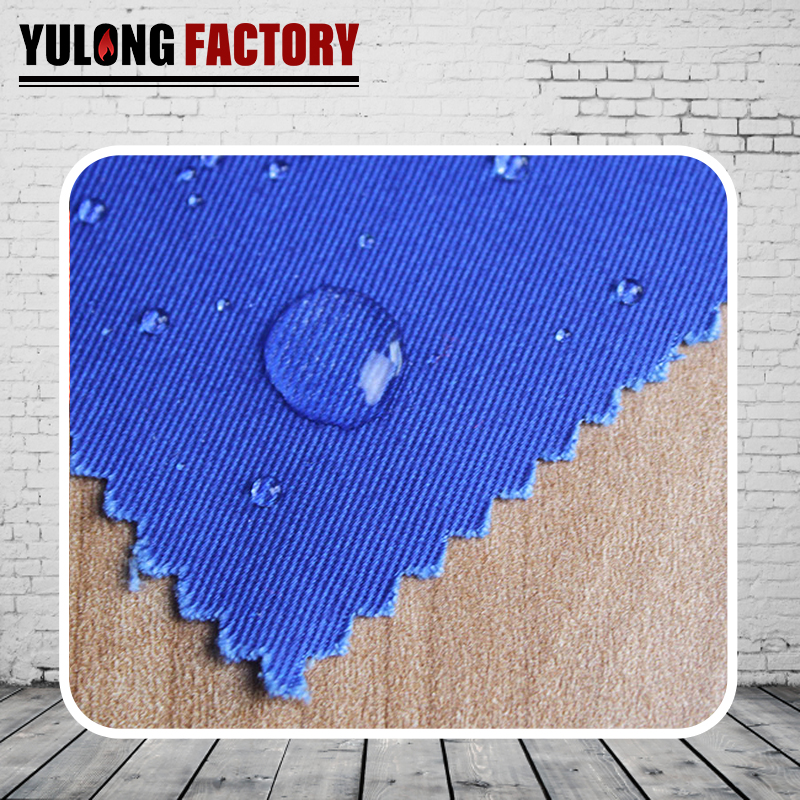
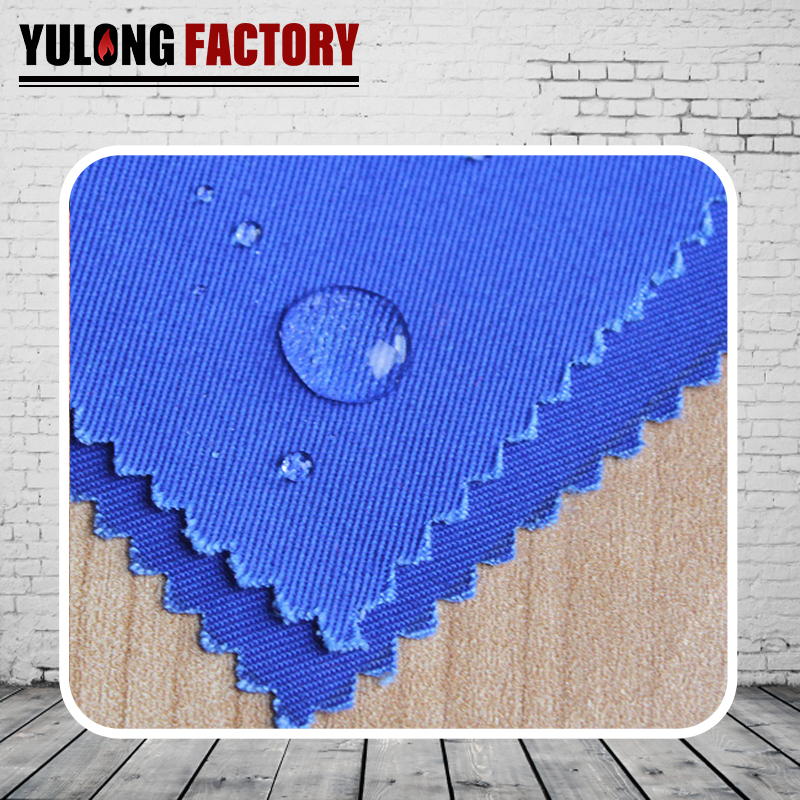
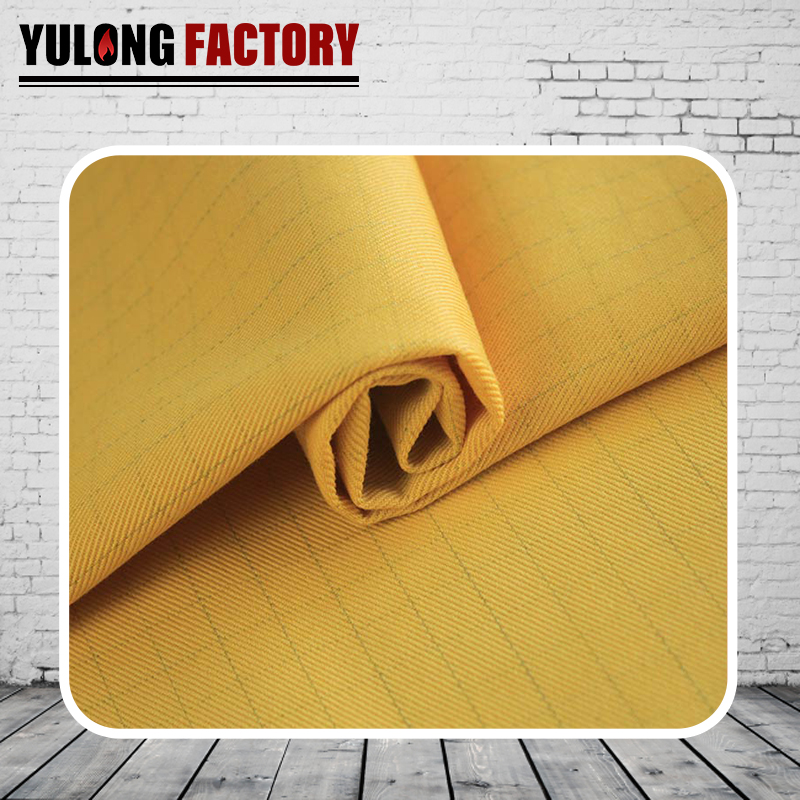
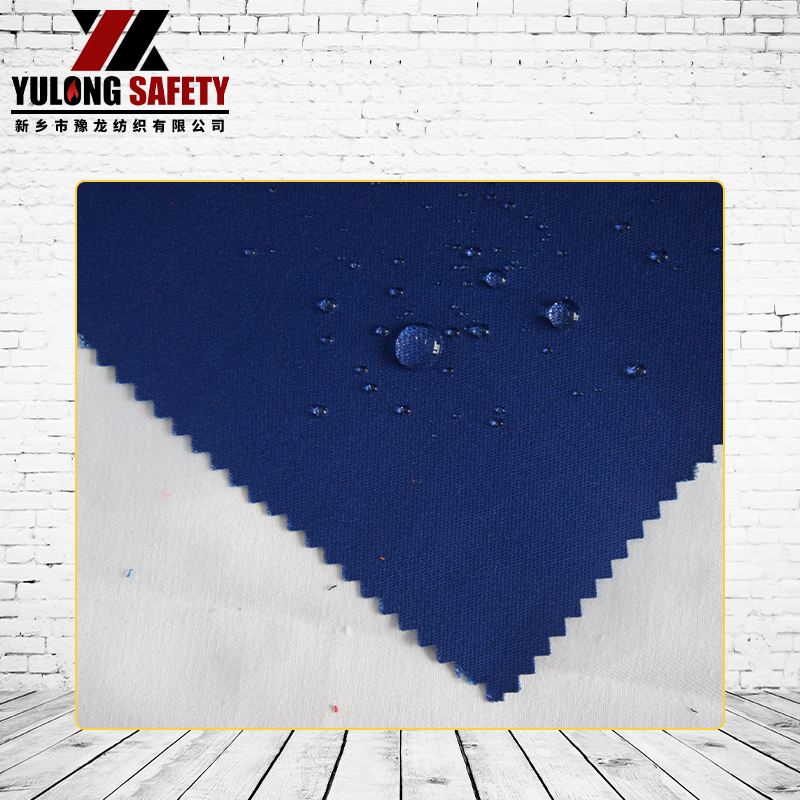
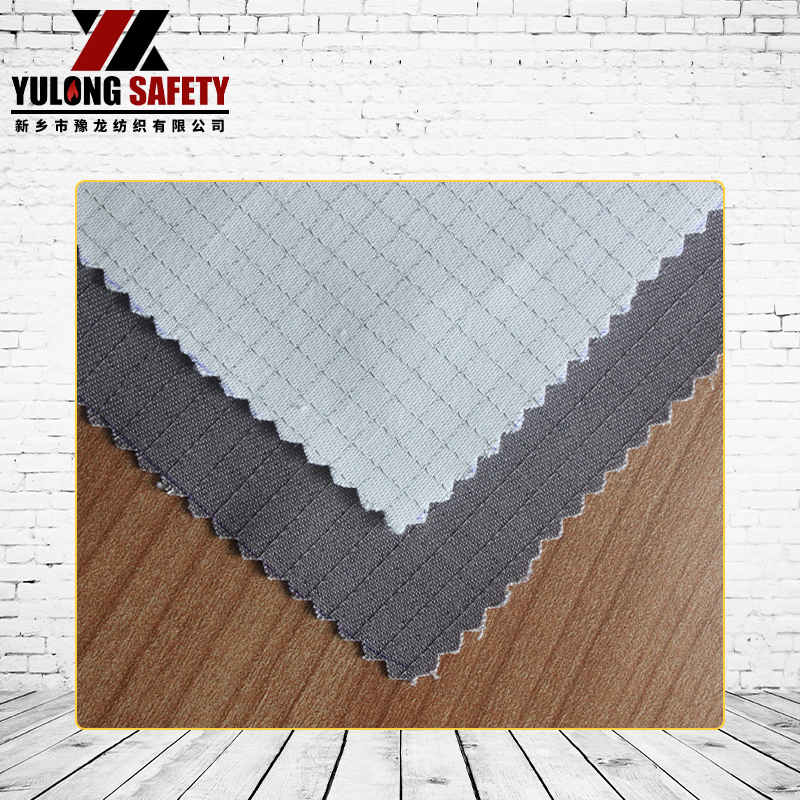
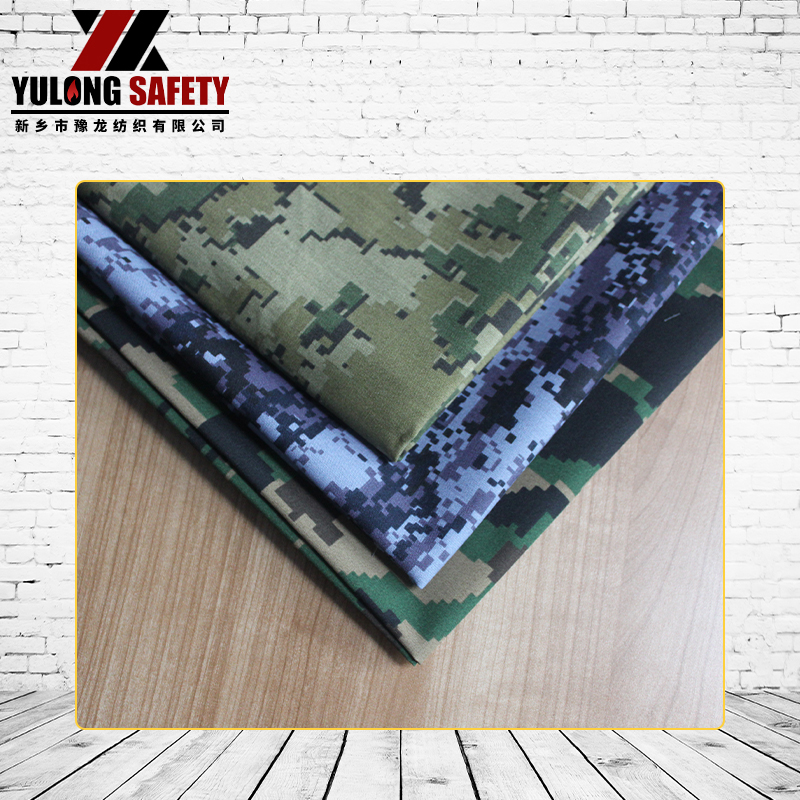
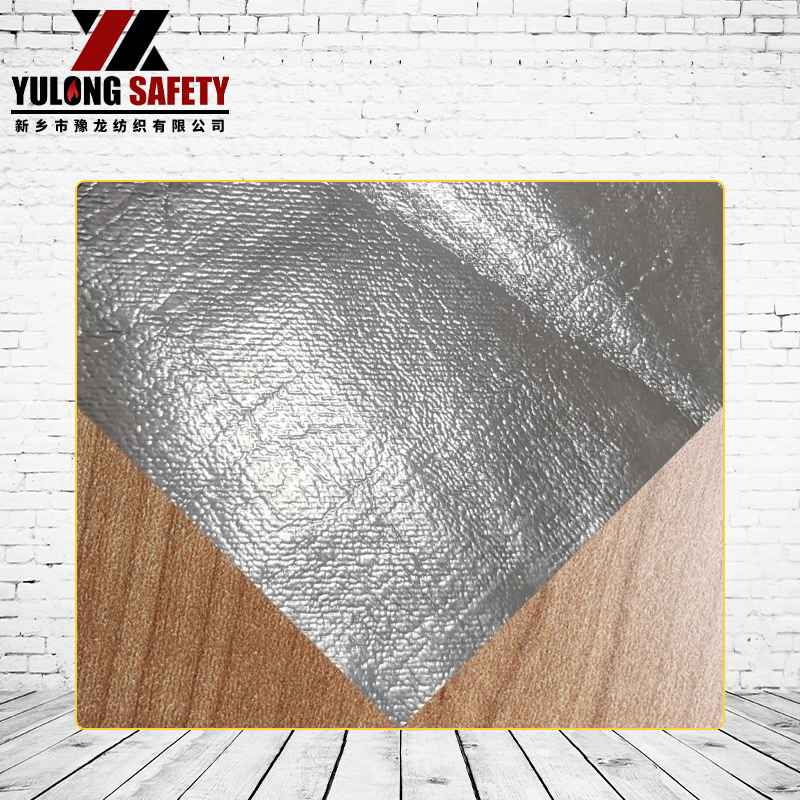
我们的主要面料产品有阻燃面料、防电弧面料、荧光面料、防静电面料等多种功能性面料。经多个权威机构检测,我们的产品可以通过欧标,美标,俄标,国际等多个国家或国际的多项检测标准。
 咨询热线 : 0373-3037877
咨询热线 : 0373-3037877








 防护面料 FABRIC
防护面料 FABRIC  安全服装 WORKWEAR
安全服装 WORKWEAR  走进豫龙ABOUT
走进豫龙ABOUT以卓越品质立企业之本,用优质服务得上帝之心。
我们的主要面料产品有阻燃面料、防电弧面料、荧光面料、防静电面料等多种功能性面料。经多个权威机构检测,我们的产品可以通过欧标,美标,俄标,国际等多个国家或国际的多项检测标准。

公司面料厂占地近15万平方米,员工500余人,拥有专业的研发技术团队和质检团队,多条设备先进的功能面料生产线,完善的研发试验室和质量检测中心。

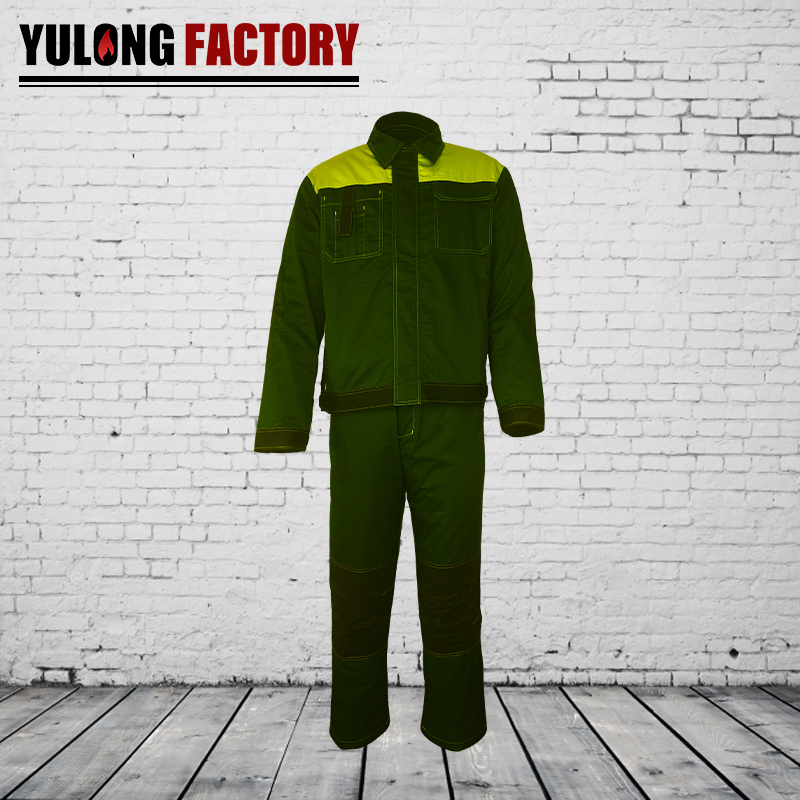
我们的服装工厂严格执行6S管理方法,经过权威机构认证达ISO,SEI等多个认证。再服装品质管理控制方面,配备有一支20人的专业的质检团队。针对生产的各个环节,安排有流动监测人员;在交货前,会严格按照国际验货标准AQL 2.5进行成品抽检。

公司服装工厂占地近2万平方米,员工200余人,拥有自动裁剪机、自动铺布机、链式三针花样机、自动钉扣机、五针机、倒缝机等先进的生产设备。我们采用国际流行的JIT自动流水线,保证高效的流水化作业。
 新闻资讯News
新闻资讯News